折弯机模具是什么?钣金折弯成型的关键工具详解
简单说:折弯机模具由上模(刀尖压下板料)和下模(V形槽承接板料成型)组成。V槽开口宽度决定了折弯角度和折弯半径。常用材质是Cr12MoV或T10工具钢,硬度HRC56-62。一套标准折弯模具根据长度和V槽宽度的不同,价格从几百到几千不等。
在钣金车间实习的第一周,师傅让我去模具架上找一副"16的V槽下模"。我走到模具架前,看到上百根长短不一的钢条——有些带V形槽、有些带U形槽、有些端头是尖刃——我看了五分钟没认出来哪根是"16的"。师傅走过来抽出一根钢条指着侧面的钢印说:"这里写着16——V槽开口宽度16毫米。你学折弯先学认模具,连什么模折什么角度都不知道就别谈折弯了。"那是我跟折弯模具的第一次碰面。
折弯机模具在模具大家族里算是最"朴素"的一类——它没有注塑模具那么多滑块斜顶,也没有冲压模具那么多工位凸模凹模。一块开了槽的钢板和一个磨得锋利的上刀——就这两样配合,能把你眼前的金属板折成你想要的任何角度。从机箱机柜到建筑幕墙、从汽车结构件到厨具水槽——所有涉及金属板材弯折的产业都离不开折弯模具。
Taoxiaopu今天把折弯模具的核心知识从头捋一遍——从上模下模怎么配合到V槽怎么选,从材料怎么选到寿命怎么管。如果你是做钣金的或者负责钣金采购的——这篇值得收藏。折弯模具跟拉伸模具和冲压模具一样都属于金属成型模具的大类——它们虽然原理不同但在模具材料和管理理念上有很多相通之处。
折弯模具的结构和上下模配合原理
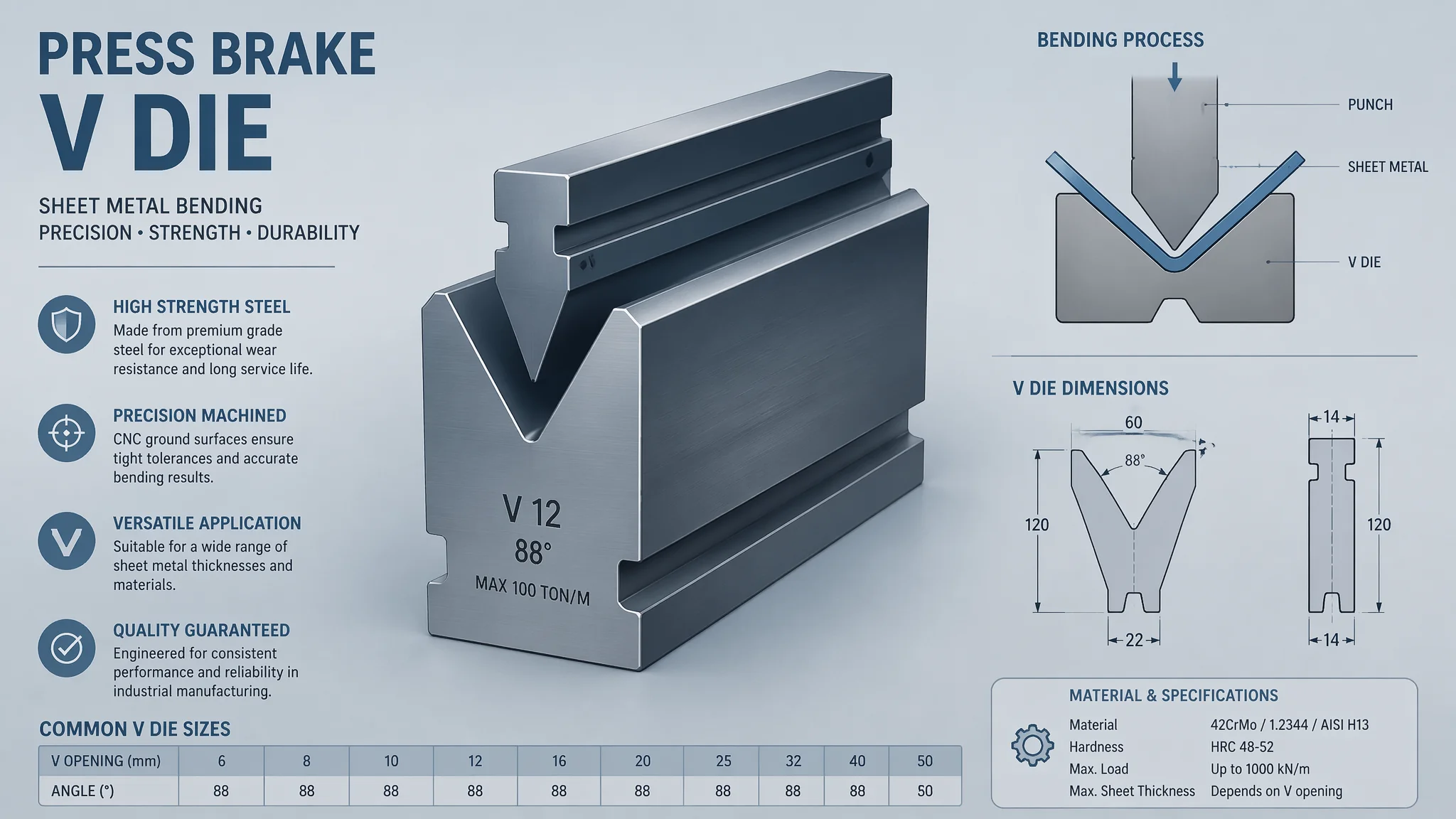
折弯模由上下两部分组成:上模(刀尖)负责向下施加压力将板料压入下模的V槽中,下模(V槽)承接板料并限定成型角度。折弯的过程本质上是一个三点弯曲的过程——上模刀尖和两个V槽肩部构成三个受力点。板料在上模下降过程中逐渐弯入V槽并贴合V槽的两壁形成折弯角度。V槽开口宽度决定了折弯所需的力、折弯半径和最终角度。
上下模的配合有很多"讲究"。上模刀尖的角度通常有26°、30°、45°、60°、80°、90°等规格——刀尖角度越小刀越尖锐。尖锐的刀尖适合折厚板(能折出更小的内圆角半径),但薄板不建议用太尖的上模——会在板料表面压出深痕甚至压裂。下模的V槽角度标准规格有30°、45°、60°、80°、90°等。一般规律是:你想要折90°的钣金件——下模的V槽角度选80°-85°(留5°-10°的回弹补偿)。因为金属有回弹性——折弯力卸掉后板料会反弹几度——所以模具角度要比目标角度小一点。
V槽开口宽度是折弯模具最核心的参数——它同时决定了四个东西:折弯需要的力(V槽越窄需要的力越大)、折弯内圆角半径(V槽越窄折出来的内R越小)、板料表面压痕的深浅(V槽越窄压痕越深)和模具本身的承受能力(V槽太窄受力太大会把模具下模的V肩压塌)。选错V槽宽的直接后果——要么折弯角度不到位、要么板料表面被严重压伤、要么模具提前报废。
折弯模具的核心参数选择——V槽、角度和吨位
最经典的V槽选择经验公式:V(槽宽)= 板料厚度 × 8。折2mm厚的不锈钢板——V槽选16mm。折3mm厚的碳钢板——V槽选24mm。如果产品的内圆角半径要求比较严格——V槽需要按内R公式反推:V=内R×6左右。折弯所需吨位的估算公式:F=1.42×σb×t²×L/V,其中σb是材料抗拉强度、t是板厚、L是折弯长度、V是槽宽。使用时要按折弯机额定吨位的80%以下运行以保证安全。
不同类型材料的折弯特性差异很大。普通碳钢(Q235/SPCC)回弹角约2°-4°,不锈钢回弹可达5°-8°,铝板回弹更大(约6°-10°)。折铝板的模具角度补偿要做得比钢板的更大——下模V槽角度可能要开75°-80°来折90°的铝板。对于高回弹材料(如某些弹簧钢和不锈钢),甚至需要用"压底折弯"技术——让上模"击打"板料底部——通过材料的局部塑性变形来克服回弹。
还有一个参数容易被忽略——折弯模具的工作长度。折弯模具的标准长度规格有415mm、515mm、835mm等(看折弯机的工作台长度)。多段不同长度的模具可以拼在一起覆盖你需要的任意折弯长度。但拼接处有缝隙——如果你折的是一条装饰性的外观长边——拼接缝处可能会在板材上留一个印子。所以在高外观要求的折弯场合——建议用全长一段模具或者用拼接护套覆盖接缝。更多钣金工艺的参考可以看看汽车冲压模具——车身钣金的很多折弯和成型原理类似。
折弯模具的材质和热处理——寿命来源的根基
折弯模具最常用的三种材质:Cr12MoV(最主流——淬火回火到HRC58-62,耐磨性和尺寸稳定性好,一副精密折弯的上模可以用10-20万次后修磨一次)。42CrMo(韧性好适合折厚板——折10mm以上的厚板用这种不容易崩口)。T10工具钢(便宜但不耐磨——适合小批量或折薄板)。在要求更高的场合也有用粉末冶金高速钢(如ASP23)的——耐磨性和抗崩口性都最优但价格贵好几倍。
模具的热处理质量是折弯模耐不耐用的关键。好的热处理能让Cr12MoV硬度均匀(整根模具从头到尾硬度差异在±1HRC以内)、晶粒细小(韧性好不易崩口)、残余奥氏体少(尺寸稳定不随时间变形)。差的热处理——外硬内软——刀尖用一段时间后发现表面硬度掉了、开始磨损加速。或者淬火时升温太快导致模具扭曲变形——刀尖不直,折出来的角度沿长度方向不一致。
折弯模具的日常保养也需要留意。使用后要清理掉模具上的金属碎屑(板料折弯时掉下来的微小铁屑残留在V槽里会加剧磨损),喷一层防锈油。长期不用的模具要涂重防锈剂包好存放——Cr12MoV含铬量虽然高但也不是不锈钢,在潮湿环境会生锈。参考模具钢材指南了解更多模具材料的选择逻辑。Taoxiaopu建议所有折弯模具建立使用档案——记录每副模具折了多少m(折弯长度累计米)——到了该修磨的节点提前收下来修,不要在来不及的时候发现刀尖已经磨损圆了还在用。
折弯模具的日常问题和解决方案
折弯最常见的问题及原因:折弯角度不一致(可能因为下模V槽磨损、上模刀尖磨损、或者板料的厚度和硬度批次间波动)。板料表面压伤(V槽开口太窄、下模V肩没有做圆角过渡、或者上模刀尖太尖锐)。产品折弯后回弹太大(模具角度补偿不够或者材料应力没有充分释放)。折弯位置跑偏(板料定位没有靠紧后挡料、或者后挡料的精度不够)。问题不是模具本身有缺陷而往往是"对模具用的材料不匹配"造成的。
折弯角度的不一致是一个需要系统性排查的问题。如果同一批板料折出来的角度忽大忽小——先检查上模是否在全长上磨损均匀(用卡尺在刀尖长度方向多个位置测量刀尖高度)。如果刀尖某一段磨矮了——那段折出来的角度就会比其他位置小。其次是下模V槽是否在全长上宽度一致——V槽磨损了会导致有效开口变大、折弯角度变小。最后排查材料本身——同一批次的板料厚薄公差如果超出±0.05mm,折弯角度的批间波动就会超过±1°。
板料表面压伤是外观件最头疼的问题。解决路径有几个方向。第一——适当放大V槽宽度(比如从板厚的8倍加到10倍——虽然折出来的内R会大一点但表面压痕会更浅)。第二——在下模V槽的肩部装尼龙或聚氨酯防压垫——让板料跟模具接触时中间隔了一层缓冲材料。第三——用"无压痕折弯模"——下模V肩处装了滚动的钢珠或滚轴——板料在下模里走的是滚动接触而不是滑动接触——完全不伤表面。第四——贴保护膜——折弯之前在板料表面贴一层PE保护膜,折完再撕掉——膜上被压出的痕迹不会留在产品上。
常见问题
折弯机模具什么材质好?Cr12MoV和42CrMo怎么选?
日常批量折3mm以下薄板选Cr12MoV——硬、耐磨、尺寸稳定。一次修磨能用10-20万次折弯——最适合做标准化批量生产。折10mm以上的厚板或者折高强度板(如屈服强度500MPa以上的结构钢板)选42CrMo——韧性好、抗崩口能力强——折厚板时刀尖受力巨大不够韧的材料会从刀尖处崩掉一角。预算足而且对模具寿命有极致要求的——上粉末冶金高速钢ASP23或类似材料——硬度和韧性都最优——Cr12MoV的升级替代方案。不推荐T10除非你是做少量板件打样——用几百次就换掉不心疼。更多模具材料的知识可以看模具钢材指南。
折弯模具能用多久?什么时候需要修磨?
Cr12MoV上模的刀尖在正常使用条件下(折普通碳钢板,每天几百次),大约10-20万次折弯后需要修磨一次。判断要不要修磨的直观标准:折出来的产品内圆角半径变大了(刀尖磨损变圆导致R变大)、折弯角度偏差超过±1°(在全长的各位置)、或者板料表面开始出现不规则的划痕(刀尖微崩产生了毛刺)。修磨一般在平面磨床上重新磨出刀尖的锐角和要求的半径——每次修磨会减少模具高度约0.1-0.3mm。高度减少到影响折弯的"闭合高度"(折弯机上下模闭合时的总高)时——模具就该报废了或者降级做粗折使用。下模V槽的磨损体现在V槽两边"塌角"——V肩磨圆了导致有效槽宽变大、折弯角度不一致——同样上磨床修V槽。
折弯模具怎么避免压伤板料表面?
压伤的根本原因是局部接触应力过大——板料被压在上模刀尖和下模V肩之间的极小面积上产生巨大的压强。降低压强的方法:一是放大V槽宽度——同样的折弯力分散到更大的接触面积上压强降低。二是给下模V肩做圆角过渡(把原本的尖角磨成R1-R3的圆角)——增大接触面积并减少应力集中。三是在下模肩部加聚氨酯垫或尼龙垫——靠垫子的弹性缓冲吸收接触冲击。四是用旋转下模——V肩处不是固定的金属面而是可以转动的滚轴——板料跟滚轴之间是滚动摩擦基本不伤表面。五是给板料贴保护膜——折完撕膜——膜的压痕不留在产品上。具体方法选哪个看产品的表面要求级别——普通工业件加圆角就够了,外观装饰件上保护膜或者旋转下模。
折弯模具的日常保养应该怎么做?
每天下班后做三件事:①用压缩空气吹干净模具表面的铁屑和粉尘(特别是V槽里的细颗粒——留着第二天可能压进板料表面造成压痕)。②用干净的布蘸防锈油擦一遍模具工作面和刀尖(防锈——尤其南方潮湿环境)。③检查一遍刀尖和V肩有没有肉眼可见的崩口或毛刺——有的话及时上油石轻轻修掉。每周做一次深度检查:用量具检查上模刀尖在全长上的高度一致性(高度差超过0.03mm建议上磨床修一次)、检查下模V槽在全长上的宽度一致性。如果工厂有多副模具轮流使用——建立模具台账记录每副模的累计使用长度和修磨历史——做到预防性维护而不是等出质量问题再找原因。折弯模具看着皮实但细节保养不到位模具的精度衰减速度会比预计快一倍以上。
折弯机模具是整个模具家族里最"低调实用"的一类——它看着就是一块开了槽的长条钢,但全世界的金属外壳——从你手机的铝合金中框到汽车的覆盖件到建筑的外墙装饰板——都经过了它的一次或多次弯折。一副好模具加上一个经验丰富的折弯师傅,就是钣金加工的灵魂。
如果你是做钣金的同行——欢迎留言说说你用过最耐用的折弯模具品牌和材质。如果你刚开始搞钣金折弯——这篇收藏起来当工具手册。也欢迎把这篇转发给做钣金的同事和供应商。更多模具制造内容可以参考注塑模具加工流程和数控模具加工。关注Taoxiaopu不迷路——我们会持续拆解各种模具的技术细节。