冲压模具结构图解:从单工序到级进模的完整拆解
简单说:冲压模具结构分三大类——①单工序模(一台冲床只做一件事——冲孔或落料,结构最简单)。②复合模(在同一位置同时完成冲孔+落料两个工序,精度高但结构紧凑复杂)。③级进模/连续模(料带步步前进——每个工位做一个工序,最后出来就是完整零件,效率最高但设计和制造难度最大)。
做注塑模具的师傅第一次看冲压模具图纸——通常会觉得"比注塑模简单多了"。确实,冲压模具没有复杂的冷却水道、没有热流道系统、没有多级顶出——就是一个上下对开的铁块。但如果你做久了就会发现——冲压模具的"简单"是表象,它的难度在另一种维度上:模具间隙的控制、连续模的步距精度、料带排样的材料利用率——这些是注塑模具设计师不需要考虑的问题。
单工序模结构:最简单的冲压模具
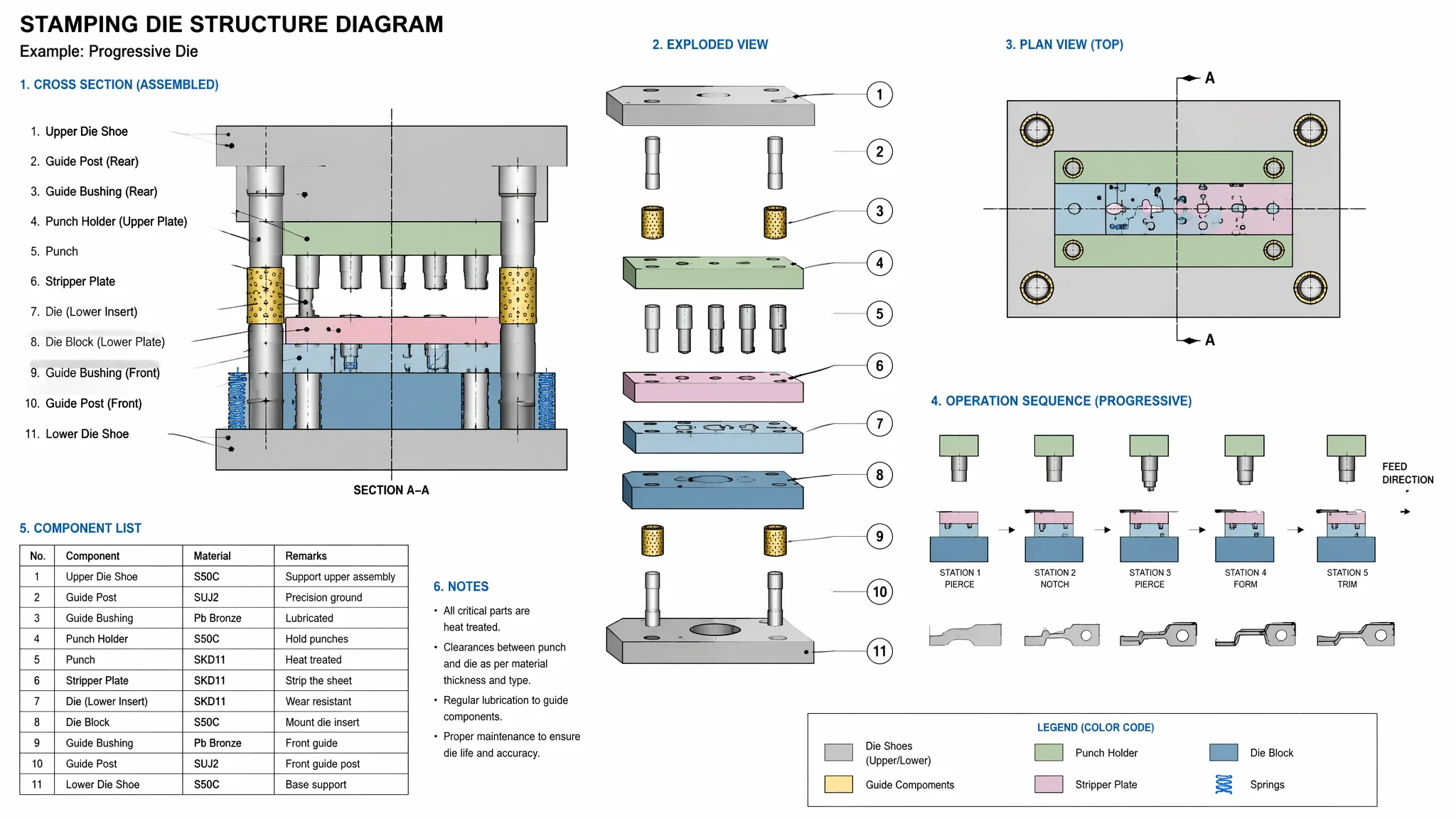
单工序模是最基础的冲压模具——结构分成四大块:上模(装在冲床滑块上,包含模柄+上模座+凸模固定板+凸模+卸料板)、下模(装在工作台上,包含凹模+下模座+导柱导套)、导向系统(导柱导套保证上下模对位精度)、定位装置(定位销/挡料销确定板料位置)。整套模具通常只有二三十个零件——一个熟练钳工半天就能装好。
单工序模的核心是凸模和凹模之间的间隙——这是冲压模具的灵魂参数。间隙太小冲切断面有二次剪切痕迹(像被撕开的)、冲头容易崩口。间隙太大毛刺严重(像没剪干净的指甲边缘)。软钢的合理间隙约为板厚的5-8%(单边),不锈钢约6-10%,铝板约4-7%。一副好的冲压模具所有凸凹模间隙误差在±0.005mm以内——这个精度全靠钳工手工调校。
卸料板在单工序模里是个"不起眼的英雄"——它的作用是冲头退回时把板料从凸模上顶下来(防止板料被凸模带上去)。卸料力不足的话板料跟着凸模上去——下一个冲次就会造成"双料冲"——模具很可能直接爆掉。卸料力一般是冲裁力的5-10%——这个在模具设计阶段就要计算好。关于冲裁力的计算公式可以参考冲压模具设计入门。
复合模和级进模的结构差异
复合模是在同一个工位同时完成冲孔+落料——凹模在下面落料、凸凹模在上面冲孔。结构比单工序模紧凑得多但有一个特殊结构——"凸凹模"(一个零件同时起凸模和凹模的作用)。级进模是多个单工序模串联在一条料带上——料带每走一个步距就完成一个工序。核心结构包括:送料机构(滚轮送料或夹钳送料)、步距定位(导正销卡在料带上预冲的定位孔里保证步距精度)、多个工位的独立凸凹模组件。
复合模最形象的比方是"双层床"——上模的凸凹模伸进下模的凹模里——板料夹在中间——冲床一个行程同时完成冲孔和落料。产品的同心度极高(因为冲孔和落料在同一次行程中完成)但模具拆装特别麻烦——因为零件叠在一起空间很小。
级进模的步距精度是技术含量最高的部分。送料机构每送一步——距离必须精确到±0.01mm以内——否则下一个工位的冲头就会偏位导致产品报废。保证步距精度的关键是导正销——它像一个锥形销子卡在板料上预先冲好的定位孔里——在送料到位后把板料"拨正"。一套16工位的级进模——可能前面15个工位都靠一个导正销来保证精度——那个导正销的磨损程度直接决定了整套模具的寿命。更多级进模的设计要点可以看级进模具设计。
级进模的另一个核心设计是料带排样——怎么在一卷板料上最省料地排放所有零件的冲压位置。好的排样能省10-20%的材料——差的排样把大块材料变成废料冲掉了。排样设计要做到"废料最小化"——相邻零件之间的搭边宽度刚好够(通常板厚的1-1.5倍)不能留太多。这个优化过程有时比模具设计本身还费脑。根据美国精密金属成形协会PMA的数据,材料成本占冲压件总成本的40-60%——好的排样设计直接影响产品利润。
常见问题
冲压模具结构和注塑模具结构最大的区别是什么?
注塑模具的核心是"型腔型芯+浇注系统+冷却系统+顶出系统"四大件。冲压模具的核心是"凸模凹模+卸料+导向+送料"四大件。注塑模关注塑料怎么流怎么冷——冲压模关注金属板怎么切怎么弯怎么变形。两种模具的设计思维完全不一样。
冲压模具为什么比注塑模容易崩口?
因为冲压模具的凸模和凹模之间是"硬碰硬"——金属板夹在中间被剪切。间隙偏了或者料厚超差——凸模就撞到凹模上了——崩口。注塑模具的型腔型芯之间是塑料——不存在硬碰硬的问题。
冲压模具的钢板底座为什么那么厚?
因为要承受巨大的冲击力。一台100吨冲床的冲压力相当于一辆重型卡车压在模具上——模具基座不厚的话会变形甚至断裂。上模座和下模座通常用45钢或铸铁——厚度30-80mm。
冲压模具的结构逻辑非常清晰——就是"切→弯→拉"三个基本动作的组合。理解了单工序模就能往上搭复合模,理解了复合模就能往上搭级进模。顺着这个阶梯一步步来,冲压模具其实比注塑模具更容易上手。
分享给想学冲压模具的朋友。