冷镦模具是什么?高速金属冷成型工艺和模具设计要点
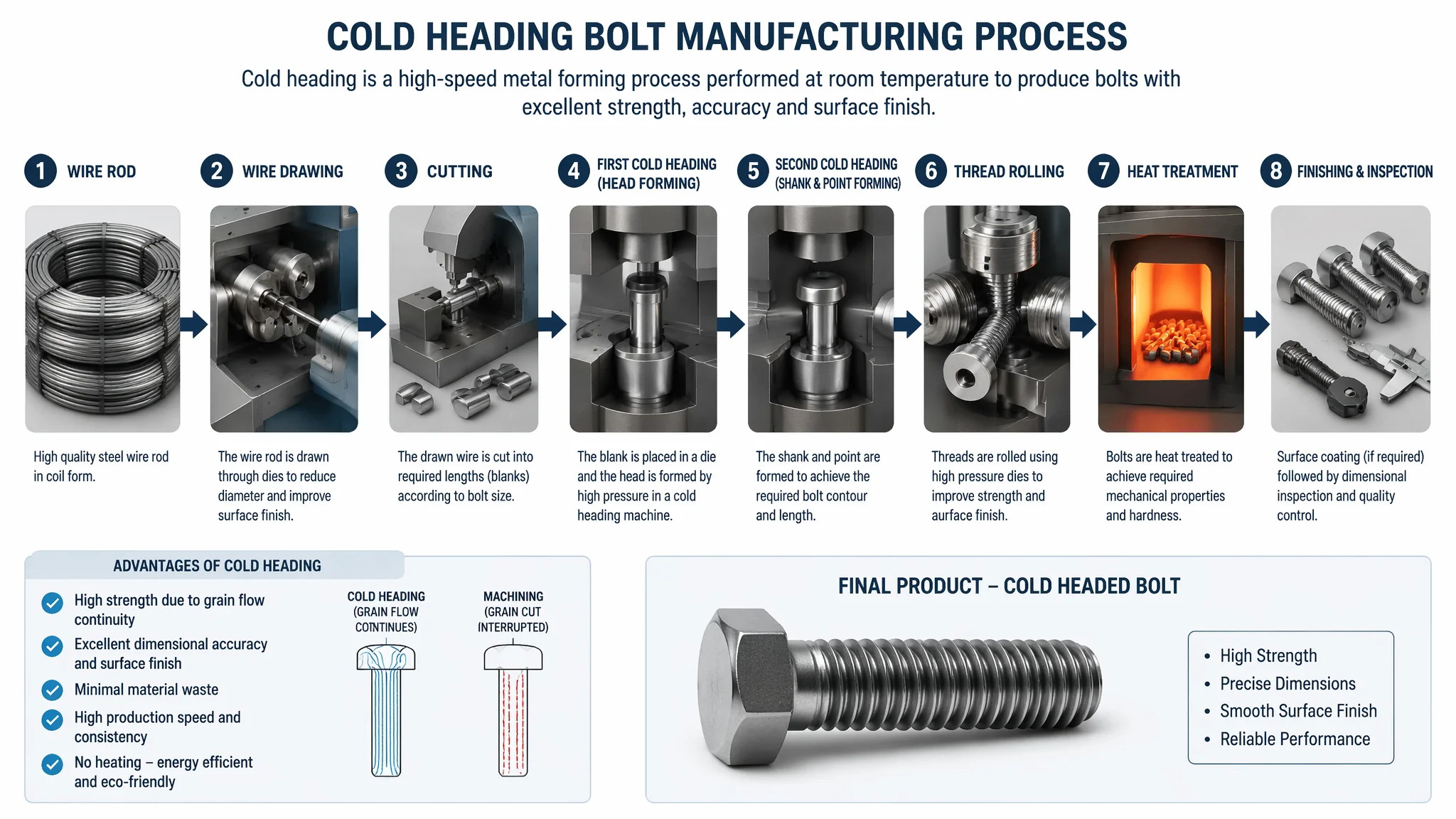
简单说:冷镦模具是紧固件行业的核心装备——螺栓、螺钉、铆钉都是冷镦做出来的。工艺过程是:金属线材送进→切断成小段→送入模具型腔→冲头高速冲击把金属段"墩"成头部形状(如六角头)。每分钟能做几十到几百个。模具承受巨大的冲击力——冲头必须用DC53或钨钢这些高韧性高硬度的材料。
三年前我跟着一个做紧固件的客户去他厂里看产线,车间里一排冷镦机"咣当咣当"的节奏让人耳朵发麻。工人把一卷卷钢筋线材架上送料架,线材自动送进机器,切刀咔嚓一下截出一小段,送进模具,冲头高速冲下来——一个六角螺栓的大致形状就出来了。前后不到一秒钟。然后这个半成品还要再过两道模具——缩径模把螺杆部分压细、搓丝模把螺纹搓出来——才算完成。跟冲压模具完全不同,冷镦是"体积成型":金属总体积不变,只是从一个形状被挤成另一个形状。客户指着冲头说:这个钨钢冲头一根要两千多,调机师傅参数没设好,打一两千个就崩口——换一根心都在滴血。
冷镦模具在模具行业里是个"另类"——大部分人说的模具是指注塑模、冲压模、压铸模,但冷镦模用的是完全不同的力学原理和模具结构。它不属于板料成型,而是体积成型——类似于锻造但温度是常温(因此叫"冷"镦)。你身边几乎所有带螺纹的金属紧固件——从手机里的微型螺丝到风电塔筒上碗口粗的螺栓——都是冷镦模打出来的。这个行业的规模远比想象的大:中国一年生产上万亿颗紧固件,冷镦模具是支撑这个产业的核心装备。
冷镦模具的设计难点到底在哪里?
冷镦模具的三大设计难点:①冲头断裂问题——每分钟承受数十到数百次高速冲击、单次冲击力可以高达几十吨,冲头在压缩和回弹的循环应力下极易疲劳断裂。材料选择必须是DC53、SKH51高速钢或钨钢(硬质合金),热处理硬度控制在HRC60-64之间——硬了脆易崩口、软了不耐磨。②型腔填充问题——金属在封闭型腔里的流动必须完全填满每个角落,特别是六角头的六个尖角,填充不全螺栓头部缺角直接报废。③脱模抱死问题——冷镦后的金属塑性变形会产生回弹,工件和模具内壁产生巨大的抱紧力,顶出机构设计不到位轻则产品变形、重则模具拉伤。
冲头材料是冷镦模具最核心的变量。DC53是日本大同的冷作模具钢,冲击韧性比Cr12MoV好很多,是国产冷镦冲头的主力材料。更高端的冲头直接用钨钢(YG15或YG20类硬质合金),寿命是DC53的三到五倍但价格也贵五到八倍——一根钨钢冲头一两千块,DC53的三四百。选哪种看订单量:大批量紧固件(月产百万颗以上)钨钢冲头摊下来的单件成本更低;小批量多品种用DC53性价比更高。
型腔填充是个流体力学问题——只是这里的"流体"是固态金属。冷镦过程中金属的流动受模具型腔的几何形状、摩擦系数和冲压速度三个因素共同影响。模具型腔的入口倒角角度、内壁粗糙度和脱模锥度的设计直接决定了金属能不能流到尖角位置。行内有一个经验值:型腔内壁粗糙度Ra≤0.2μm时金属流动性最好,超过了填充效果明显下降。还有润滑也很关键——冷镦用磷皂化润滑剂或者专用的冷镦油,润滑不到位金属流动阻力大增,冲头载荷成倍上升。关于模具表面处理可以看模具表面处理技术,好的涂层(如TiAlN或DLC)能显著减小摩擦系数。
冷镦模具还有一个特殊概念叫"多工位冷镦"——同一个零件经过多个工位逐步成型,每个工位的变形量要算得刚刚好。比如一个带法兰面的六角螺栓,第一工位把线材墩粗成蘑菇头、第二工位把蘑菇头压成六角形、第三工位修整飞边——三个工位由同一台冷镦机在一次冲程中同步完成。这套工艺要求每个工位之间的材料转移精确到0.02mm以内,对模具制造精度和装配精度要求极高。跟拉伸模具的多工序连续成型有相似之处——都是一步变形的结果作为下一步的毛坯,变形的累积效应需要精确计算。
冷镦模具的制造公差和装配要求
冷镦模具的制造精度直接决定了紧固件的尺寸合格率。一副冷镦模具的关键配合间隙通常在0.005-0.015mm之间——冲头外径和模套内径的间隙如果大了,产品会有很明显的一圈飞边;如果小了,冲头在回程时会被卡住。模具零件的加工工艺路线一般是:粗车→热处理→精磨→电火花加工型腔→手工研磨抛光。其中手工研磨是关键技术——型腔底部的圆弧过渡区必须手工研磨到镜面光洁度,否则冷镦出来的螺栓根部会有应力集中导致的微裂纹。
根据中国紧固件工业协会的统计数据,国内紧固件行业年产值约1200亿元,其中高强度紧固件(8.8级以上)占比逐年上升,而高强紧固件对冷镦模具的要求也更加苛刻——高强螺栓材料本身硬度就高(HRC30-38),冷镦时对模具的磨损更大。很多紧固件厂在升级高强螺栓产线时,第一时间要换的就是更好的模具钢冲头和更耐磨损的型腔材料。
常见问题
冷镦模具和热锻模具有什么区别?
冷镦在常温下进行——材料不加热、变形抗力大、但尺寸精度高、表面光洁度好。热锻模具是在金属加热到再结晶温度以上(钢材约1100-1200℃)后进行锻造——变形抗力小、可以做大变形量、但精度低、表面有氧化皮。冷镦的精密度可以达到±0.05mm而热锻通常在±0.3mm以上。简单判断就是:精度要求高的小零件冷镦做,尺寸大精度要求不高的零件热锻做。
冷镦模具一套大概多少钱?
单工位冷镦模具5000-20000元/套,多工位冷镦模具30000-150000元/套。主要成本在模具钢材料和加工工时——型腔的电火花加工费时费力。进口品牌冷镦机配套模具更贵,单套可达50万以上。
冷镦模具冲头寿命一般多久?
DC53冲头在良好工况下约20000-50000次,钨钢冲头60000-150000次。影响寿命的第一因素是冲压行程参数调校——冲头打击到底的间隙控制不好,多走了0.1mm就可能在冲头和模具之间产生超载冲击。第二因素是材料表面润滑。第三是冷却——冷镦机自带冷却系统,冷却不到位冲头软化磨损急剧加速。
做冷镦模具的厂家多吗?
专门做冷镦模具的厂比较少,主要集中在浙江宁波温州一带(紧固件产业集群地)和河北永年(标准件之都)。大部分紧固件厂都有自己的模具车间自己做冷镦模具,因为涉及到频繁的修模和换模,委外做响应太慢。专用冷镦模具厂的客户一般是刚起步的小紧固件厂,自己没有模具加工能力。
冷镦模具是典型的小品类大市场——产品看着不大、技术含量不低、市场容量不小。紧固件行业越成熟,对冷镦模具的要求就越高。在很多人还没意识到这是个独立模具品类的时候,懂冷镦模具的人已经闷声赚了不少钱。冲压和注塑是高热度赛道,冷镦是低调但稳定的窄门生意。
如果你身边有人在做紧固件或者模具加工,把这篇文章转发给他——说不定他正被冲头老是崩的问题困扰。关注Taoxiaopu,我们会持续拆解模具行业里这些"冷门但赚钱"的细分品类。