五金模具是什么?冲压折弯拉伸三大成型工艺详解
简单说:五金模具就是对金属板料进行冲裁、折弯、拉伸等冷加工成型的模具总称。跟注塑模具最大的区别是加工对象——五金模具加工的是金属板料(钢板、铝板、不锈钢板等),而注塑模具加工的是塑料熔体。五金模具里最常见的是冲压模具。
大二暑假我在东莞一家五金冲压厂打工,被安排到冲床产线旁边做质检——每天就是数零件、看毛刺、测尺寸。车间中央一排放了七八台不同吨位的冲床,哐当哐当的节奏各有不同。冲压的速度快得吓人——一种手机卡托的连续模,每分钟能冲出五六十个成品。料带像一条金属蛇一样自动送进模具,每一步冲床砸下来完成一个工序——第一站冲定位孔、第二站冲外形、第三站折弯、第四站下料——六站之后一个完整的卡托掉在接料盒里。旁边的模具师傅每隔两三个小时就要把模具拆下来,在灯光下眯着眼睛检查凸模刃口——微米级的崩口在放大镜下才能看到,但在产品上的毛刺是肉眼可见的。那个师傅跟我说了一句到现在还记得的话:"做五金模具,你的眼睛要配得上你的精度——看得见的毛刺是菜鸟发现的,看不见的微裂纹才是师傅看见的。"
"五金模具"这个叫法在珠三角特别流行。其实就是指金属冲压模具——加工对象是五金板材。它跟注塑模、压铸模并列为模具行业的三大支柱。相关类型可看冲压模具入门和拉伸模具详解。五金模具覆盖的产品范围极广——手机外壳支架卡托、汽车覆盖件和结构件、家电金属外壳面板、电源插头端子、医疗器械精密五金件……几乎找不到一个不含金属冲压件的量产工业产品。
五金模具的三大类型和各自适用场景
五金模具按工位数量和工序组合方式分三大类型:①单工序模(Single-Operation Die)——一台冲床、一套模具、只做一道工序(冲孔或落料或折弯),结构最简单、精度最容易保证,但效率最低——一个零件要经过多台冲床和模具才能完整成型,适合小批量或样品阶段。②复合模(Compound Die)——一套模具在一个闭合行程里同时完成两道或多道工序,典型的是落料冲孔复合模:外凸模切外形、内冲头同时冲孔,一个冲压行程下来平板上同时有了外轮廓和内孔。效率比单工序模高但结构更复杂。③连续模/级进模(Progressive Die)——料带自动送进步进,每站完成一个工序,最后一站把成品从料带上切下。所有工序在一副模具内、一台冲床上完成。连续模的生产效率最高——适合大批量生产,也是设计制造难度最大的类型。
三种类型的核心区别在于效率和投入的平衡。单工序模一副几千到两万,一天产能几千件。复合模一副一万到五万,一天产能上万件。连续模一副五万到上百万,一天产能在几万到十几万件。选择哪种类型基本取决于订单量——做几千个零件上单工序模就够了、做几十万个零件连续模的成本优势碾压。但连续模也有一个硬伤:灵活性差——产品尺寸一换、模具就废了大部分。如果是电子产品这种迭代频繁的行业,投资连续模之前要确定产品生命周期够长。
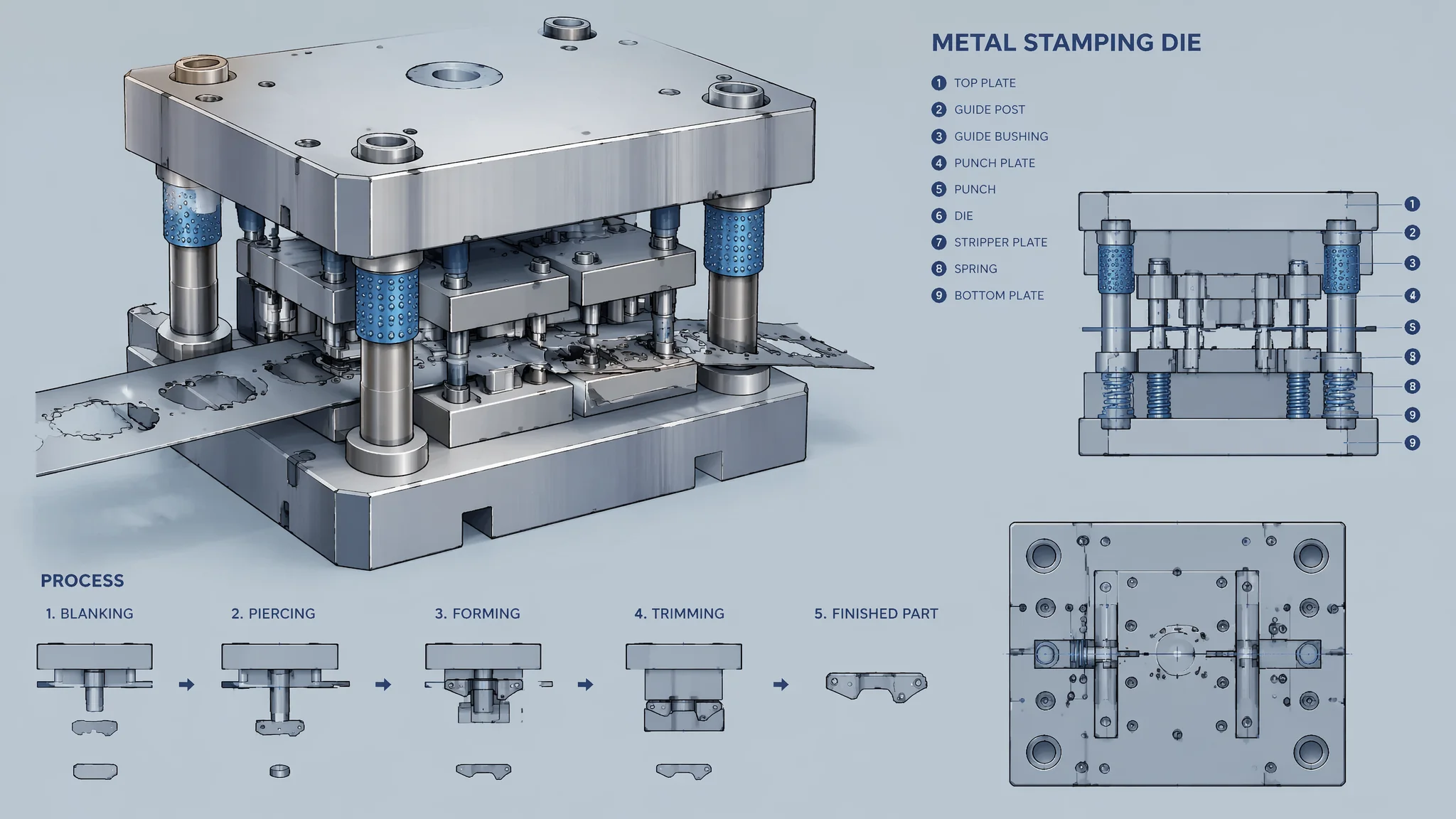
关于模具结构的分类体系可以参考模具结构图解。五金模具的模架结构跟注塑模的模架有相似之处——都有导柱导套做上下模的精密导向、都有模座(上模座和下模座)承载模芯、都有顶出或卸料机构。但五金模具多了一个关键的"卸料板"——因为冲裁完毕后冲头需要从板料里退出来,板料会"抱"在冲头上——卸料板的作用就是在冲头回程时把板料从冲头上顶下来。卸料板的设计必须兼顾压料功能——在冲头接触板料之前先压住板料防止其翘曲移动。
五金模具的凸凹模配合间隙和材料选择
五金模具的"灵魂"是凸模和凹模之间的间隙——也称冲裁间隙。间隙的大小直接决定了产品断面质量、毛刺程度和模具寿命。间隙太大会产生大毛刺甚至撕裂断口;间隙太小模具刃口磨损急剧加快、甚至冲头和凹模碰在一起刃口崩掉。冲裁间隙的理想值跟板料的厚度、材质和硬度有关——通常取板厚的5-10%(单边间隙)。如冲1.0mm冷轧钢板,单边间隙取0.05-0.08mm。不锈钢板的取下限(5%)、铝板的取上限(10%)、铜板居中。
模具材料的选择完全取决于加工对象。凸凹模(工作零件)用冷作模具钢:国内最常用的是Cr12MoV——含碳1.5%、含铬12%,淬火后硬度HRC58-62,耐磨性好但韧性一般。升级选择是DC53(日本大同)——在Cr12MoV基础上降低了碳含量增加了钼含量,韧性和抗崩角能力大幅提升,适合冲切厚板和高强度不锈钢。更高要求的用粉末高速钢(如ASP23)——晶粒极细、耐磨性和韧性兼备,但价格是DC53的5-8倍。模架和结构件用45钢或铸铁、弹簧和螺丝用标准件——可以看模具配件指南了解标准件的选择。
五金模具的加工工艺路线:粗车粗铣→热处理(淬火+回火达到HRC58-62)→精磨(平面磨和内外圆磨达到最终尺寸和表面光洁度)→线切割加工异形孔→钳工装配和试模。其中热处理是质量控制的关键一环——Cr12MoV这类高碳高铬钢热处理变形量不小(通常在0.1-0.3%),设计阶段就要留出变形余量。淬火温度、回火次数和时间直接影响硬度值和使用寿命——偷工减料的热处理(只回一次火或者回火不充分)导致残留奥氏体过多,模具早期磨损速度翻倍。
常见问题
五金模具一般用什么材料?
凸凹模(工作部分)常用Cr12MoV、DC53、SKD11等冷作模具钢,淬火硬度HRC58-62。冲压不锈钢或高强板的推荐用DC53或粉末高速钢ASP23——抗崩角能力强。模架部分用45钢或铸铁。导柱导套等导向件用SUJ2轴承钢。弹簧用标准模具弹簧(米思米或国产替代)。螺丝等紧固件选用标准件。
五金模具和塑胶模具能互相转行吗?
结构原理有相通之处——都涉及分型、导向、顶出这些基本概念。但材料、间隙和工艺参数完全不同。五金转塑胶门槛不算高——塑胶模具的工作温度不高、材料要求没那么苛刻。塑胶转五金比较难——金属的变形行为、冲裁间隙的经验值和冲压工艺参数的设定都比塑胶复杂得多。一个塑胶模具师傅转到五金模具一般需要一到两年的适应期。
五金连续模的设计难点在哪?
三个难点:工位步距的累计误差控制——连续模N个工位每个工位步距误差±0.005mm,十站之后累计偏差可能就偏了整个料带宽。料带的定位和导向——每一步都要精确到位,常用导正销加侧面导向的方式。废料的排出设计——冲下来的废料要有通畅的排出通道、不能卡在模具里堵塞,否则下一冲次直接撞模、轻则崩刃口重则模具报废。连续模更多技术细节可以看冲压模具详解。
五金模具的寿命一般多久?
单工序模冲切普通冷轧板(SPCC)约100-300万冲次(刃口需要定期重磨),冲不锈钢或高强钢的寿命要打三四折。连续模的总寿命由磨损最快的工位决定——通常是冲切工位的刃口。复合模因结构紧凑无法设置大的磨削余量,刃口寿命比单工序模短约30%。好的模具维护可以把寿命延长一倍——定期刃磨、使用合适的冲压油、保持模具清洁。
五金模具是模具行业里最"硬碰硬"的品类——钢材对钢材、硬实力硬技术。做得好的一副连续模一年产出几百万个精密零件零缺陷;做得不好的一副模具三天两头崩刃修模、产线三天打鱼两天晒网。五金模具的技术高低,用产能和废品率两个数字就能说得清清楚楚。
如果你厂里有五金冲压产线,把这份分类和材料指南发给做工艺的同事——模具保养和换模决策时用得上。关注Taoxiaopu获取更多五金模具相关的深度技术拆解。