挤压模具是什么?型材管材连续成型的核心工具
简单说:挤压模具分热挤压(铝型材)和冷挤出(塑料管材型材)两大类。它的原理是让材料通过一个有特定截面形状的模口——像挤牙膏一样连续推出长条。模具本身不复杂(一个钢板加上精密加工的模口),但模口的形状精度决定了挤出来的型材尺寸是否合格。
我大学刚毕业第一份工作是在佛山一家铝型材厂做模具设计助理。第一天进车间,看到一台比公交车还长的挤压机——粗壮的铝棒烧得通红被推进去,从另一头挤出来的就是一根根发着暗红光的铝合金窗框型材。那种场面让我愣了好几秒钟。车间主任拍着我的肩膀说:"小子,这台机器六千吨压力,你设计的模具有一点问题,出来的型材就是一堆废铝。"这句话让我对挤压模具从此心怀敬畏。
挤压模具在模具大家族里是个"异类"——不像注塑模那样结构复杂有滑块斜顶热流道,它的核心就一个东西:模口。一块开了孔的特种钢板。但就是这个孔的形状、角度、位置安排,决定了挤出来的产品能不能用。差0.1毫米,一根六米长的型材就要回炉重造。Taoxiaopu今天把挤压模具的整个体系拆开来讲,从热挤到冷挤,从铝型材到塑料管。
跟塑料注塑模具那种"一模多腔、开合频繁"的模式不同,挤压模具的工作方式更像"连续出料"——材料从一头进、产品从另一头出,理论上可以无限长地生产。这也是为什么你买铝型材永远是按米计价——它们就是这样"挤"出来的。
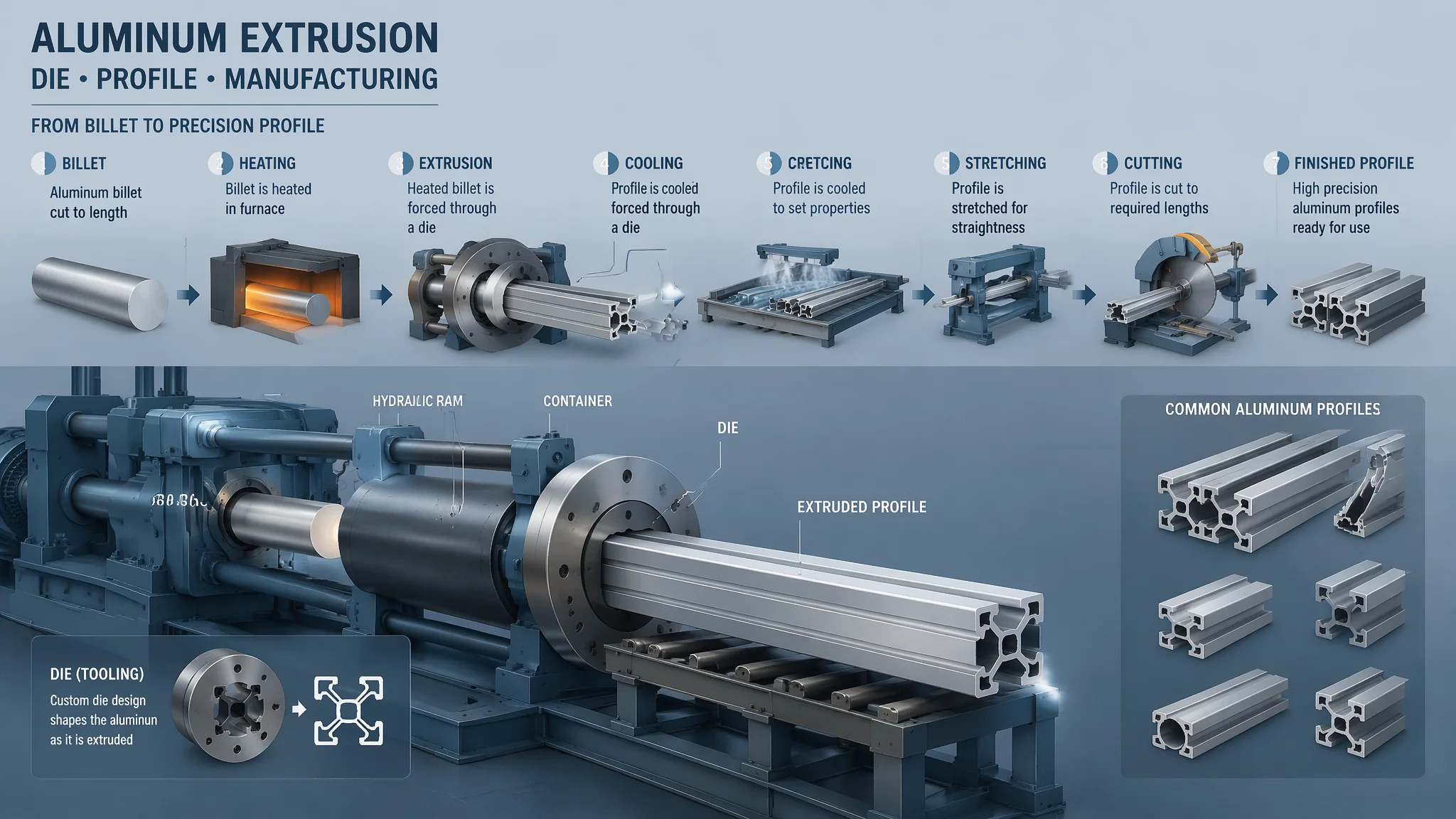
热挤压模具——铝合金型材的成型核心
铝合金热挤压模具的核心:一块H13热作模具钢(或4Cr5MoSiV1)制成的模具,中间有精密加工的模口——铝棒加热到450-500℃后在挤压机几千吨的压力下从模口挤出成型。H13钢需要热处理到HRC46-50,能承受连续500℃高温和几千吨压力而不变形。一副模具的模口精度决定了挤出的型材壁厚是否均匀、截面是否周正。
热挤压模具的设计比看起来复杂得多。你以为就是开个跟型材截面一样的孔就行了?实际上不是。因为铝在高温高压下挤出时会发生弯曲和回弹——挤出来的截面跟模口形状不一样。设计师需要做"补偿"——模口要刻意设计得跟想要的型材截面不一样,多出来的那部分叫"工作带"。工作带的长短调节了各处铝流出模口的速度——工作带越短,铝流得越快;工作带越长,铝流得越慢。如果型材截面厚薄不均——设计师要调整各区域的工作带长度,让厚薄不同的部位铝的流出速度均匀。这才是挤压模具设计真正的技术壁垒。
模具钢的选择也极其讲究。H13是标配——因为它在500℃下的硬度保持性最好、热疲劳抗力强。但H13也有很多级别——普通H13、电渣重熔H13、粉末冶金H13——级别越高模具寿命越长,但价格也翻倍甚至翻几倍。一副普通H13的挤压模大概3000-8000元,粉末冶金H13的要上万甚至几万。具体怎么选看产量——年产量低于100吨用普通H13够了,年产量上千吨最好上电渣重熔或更高等级的。关于不同模具钢材的性能对比可以参考模具钢材指南。
冷挤出模具——塑料管材型材的连续生产
塑料挤出模具(冷挤出)跟铝合金热挤压的原理类似但工况完全不同:塑料颗粒在挤出机的螺杆筒里被加热熔融后,被螺杆推向机头,通过模具的流道和口模定型成管、板、异型材等连续长条——出来后立即在水槽中冷却定型。模具材质通常用40Cr或不锈钢,不需要承受高温(200-300℃就够了),但流道设计直接影响塑料的塑化均匀性和产品密度。
你家里的PVC排水管、塑料窗户的密封条、电线外面的绝缘层——全都是冷挤出模具做的。这套工艺跟热挤压最大的区别在于:材料不是在模具中成型的最后一步就直接定型了——塑料从口模出来后还是软的,需要在定型模(也叫定型套)中冷却硬化。所以完整的塑料挤出系统其实包含两个部分:机头模具(让熔融塑料形成截面)和定型模具(让产品冷却成最终形状)。
挤出模具流道的设计有一句行话:"能顺不能堵,能快不能烧。"塑料熔体在模具流道里必须流动顺畅——任何死角和滞留区都会导致塑料过热分解烧焦,出现黑点。又要保证物料在模具中有足够的停留时间充分塑化——时间太短塑化不充分产品有瑕疵。这套平衡是挤出模具工程师的核心功力。更多塑料成型工艺可以看注塑模具入门的对比分析。
挤压模具的日常维护和寿命管理
铝合金热挤压模具的寿命通常在5000-20000次(一根铝棒挤过一次算一次),主要失效形式是模口磨损和热疲劳龟裂。每次使用后需要将模具浸入碱液槽中去掉粘着的铝残留(煮模),然后检查模口尺寸——磨损超过0.1毫米就要修模或报废。塑料挤出模具寿命长得多——因为没有高温高压磨损,正常维护下能用3-8年。
铝挤压模具的维护是个苦活。每次挤压完一批铝棒,模具的内孔和导流面会粘满一层铝合金残留——像锅底烧焦了一样。工人要把模具吊进高温浓碱(NaOH约150-250g/L,加热到约80-100℃)里"煮"——铝跟碱反应溶解。煮模时间要注意控制——太短铝除不干净、太长碱会把模具钢本身也腐蚀了。煮完后要用高压水枪冲洗、再用压缩空气吹干、最后喷一层石墨润滑剂备下次使用。这整套流程看起来像厨房洗碗——只不过洗的是几百公斤重的钢模而不是碗。
很多小厂不重视煮模这道工序——铝残留没清干净就上机——结果就是下次挤压时残留铝堵在导流孔里,挤出来的型材表面有很深的划痕,整批报废。所以在模具管理上绝对不能省工序。Taoxiaopu建议所有挤压模具建立使用档案——每副模具记录挤了多少根铝棒、哪次煮模、模口检测数据是多少。这样能提前预测什么时候要修模,而不是等出了废品才发现模具不行了。关于挤压设备的选择可以看滚塑成型对比了解不同工艺的设备差异。
常见问题
挤压模具和注塑模具哪个贵?
挤压模具便宜太多了。一套标准规格的铝合金门窗型材挤压模具大约3000-10000元,复杂断面的15000-30000元。而一套类似尺寸的注塑模具动辄几万到几十万。原理很简单——挤压模具就是一块开了孔的钢板加上配套的模垫和导流板,结构简单。注塑模具要有模架、型腔、型芯、冷却系统、顶出系统、滑块斜顶——零件数量是挤压模具的十几倍,加工工时自然多得多。但挤压模具的寿命也比注塑模具短——铝挤模通常几千到一两万次就要修磨或报废,注塑模具好的能用几十万甚至上百万模次。
铝型材挤压模具为什么容易开裂?
这是热挤压最头疼的问题——热疲劳开裂。铝挤模具在工作时表面接触450-500℃的铝棒,随后又迅速冷却(喷涂润滑剂或自然散热),一个循环温差达300℃以上。钢铁受热膨胀、冷却收缩——每天几百上千次循环下来,金属内部产生微裂纹,时间久了连成一片,模具就裂了。抗热疲劳性能是评判H13钢材好坏的核心指标——好H13的热疲劳寿命比普通H13高2-3倍。氮化处理(在模具表面形成一层氮化铁层)也能显著延长抗热疲劳寿命。
塑料挤出模具能挤出多复杂的形状?
理论上截面可以是任意形状——只要有足够的壁厚和合理的流动路径。实际中最常见的是管材、板材和各种门窗型材。太复杂的形状主要受两个限制:一是塑料从口模出来后到定型之间的"松弛"问题——形状太复杂在松弛期间可能变形;二是定型套的设计难度——冷却定型套要跟产品截面完全匹配,越复杂的截面定型套越难做。曾见过一种高达30个中空格子的复杂塑料栏板型材——它的挤出模具设计花了近两个月,机头模具的流道安排图比建筑图纸还复杂。
自己做铝型材能用挤压模具吗?
不能——挤压模具必须装在挤压机上使用,一台最小吨位的铝挤压机也要大约500吨压力、长度七八米、价格几十万起步。个人想加工铝型材可以考虑用铝板通过折弯模具折弯来代替,但截面形状远没有挤压出来的复杂。或者找附近的铝型材厂代加工——你出模具费(通常几千块),他们负责挤压生产。
挤压模具是模具行业最被低估的一类——它看起来就是一块开了孔的钢板,远没有注塑模具那么"科技感"。但就是这块钢板上那个小小的模口,每天在全球的工厂里挤出数万公里的铝型材和塑料管材。从你住的房子的窗户框到汽车上的密封条,从手机数据线的外层包覆到冰箱门上的胶条——挤压模具默默撑起了这个线条世界。
挤压模设计其实是一门"流动"的艺术——让材料按你想要的方式流过那个孔,不能太快也不能太慢,不能偏左也不能偏右。掌握了这门手艺的模具师傅,在任何一个型材厂都是被当宝贝供着的。如果你对挤压模具还有什么疑问或者想聊具体的项目,欢迎留言交流。觉得这篇对你有帮助的话,转发给做型材的朋友——Taoxiaopu持续更新模具行业最干的技术内容,也欢迎关注我们的其他深度文章:注塑模具设计流程。