注塑模具入门指南:从工作原理到常见问题一篇搞懂
简单说:注塑模具就是把熔化的塑料颗粒高压射进一个金属模子里,冷却后打开模具取出成品的工具。你身边几乎所有塑料制品——手机壳、矿泉水瓶盖、键盘按键、玩具零件——都是这么造出来的。一台注塑机配一副模具,一天能出几百到几千个产品。
如果你完全不知道注塑模具是什么,最直观的想象就是——做冰块的冰格。你把水倒进冰格里冻成冰块拿出来,注塑模具就是把熔化的塑料射进模具里冷却成塑料件。当然,注塑模具比冰格精密几百倍——一副手机壳模具的加工精度在±0.02mm,相当于一根头发丝的三分之一。
Taoxiaopu今天写一篇真正的入门指南,不讲深奥的理论,就用生活化的例子帮你建立注塑模具的完整认知。
注塑模具是怎么工作的?
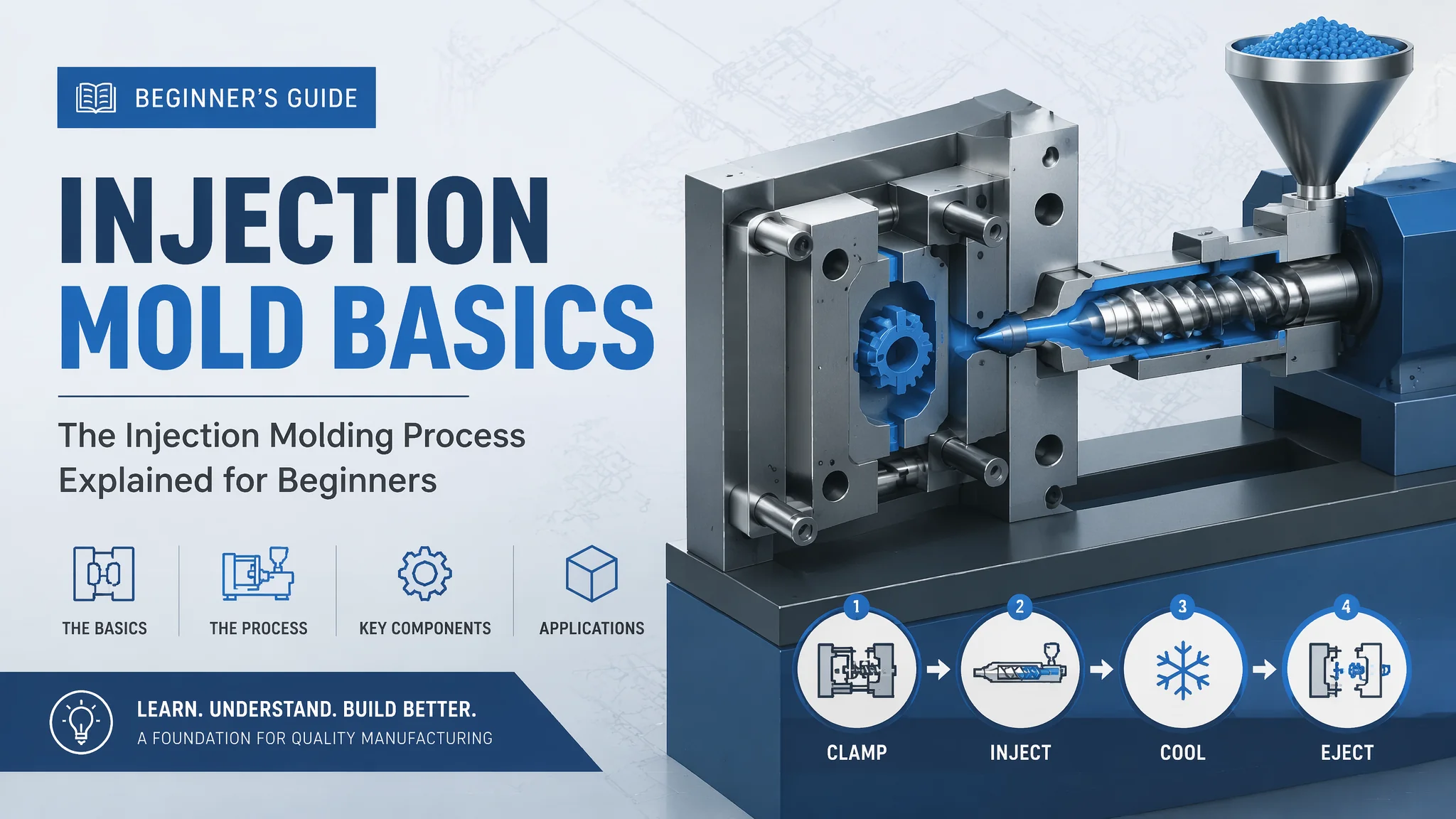
注塑模具的工作流程是:塑料颗粒加热融化成熔体→螺杆把熔体高压射入闭合的模具型腔→熔体在模具内冷却固化→模具打开→顶出机构把成品推出来→模具闭合准备下一次注塑。一个完整循环通常15到60秒。
这个过程的门道在参数上。注塑温度过低——塑料熔不彻底、填充不全;温度过高——塑料降解发黄、强度下降。注塑压力不够——型腔填不满、产品缺料;压力太大——产品会有飞边毛刺。这些参数都是模具设计时就要考虑进去的。对不同塑料模具类型的全面介绍可以看这篇塑料模具类型全解。
注塑模具内部的模具结构决定了产品的最终形状。但结构之外,注塑参数的调控能力才是拉开良品率差距的关键。同一个模具给不同的调机师傅——一个能做98%良品率、一个只能做85%。这不是模具的问题,是人的问题。
注塑模具的关键参数
注塑模具设计时要确定的四大工艺参数是:注塑温度、注塑压力、注射速度和冷却时间。这四个参数互相影响——一个变了另外三个也得跟着调。模具设计得好可以从参数上给生产留出更大的"容错窗"。
注塑温度取决于塑料种类。PP(聚丙烯)大约180-240℃,ABS大约200-260℃,PA尼龙大约250-300℃,PC(聚碳酸酯)更高要280-320℃。温度不对的直接后果就是产品废掉——而且是批量废掉,因为注塑是连续生产。
注塑压力一般在50-150MPa之间,薄壁产品和长流程产品需要更高的压力。压力不够的表现是"短射"——塑料在型腔里冻住了还没填满。
冷却时间是最大的效率瓶颈,占整个生产周期的60%以上。根据美国塑料工程师协会(SPE)的研究,将冷却水温从25℃降到15℃可以缩短15-20%的冷却时间,但需要增加冷水机的投入。模具钢材的选用也影响冷却效率——铍铜镶件的导热率是普通模具钢的5倍以上,用在热点位置效果显著。材料选型可以参考模具钢材指南。
注塑模具常见的产品缺陷及原因
注塑产品最常见的六种缺陷是:缩水(冷却不均导致局部凹陷)、飞边(压力过大或模具间隙松动)、熔接痕(两股塑料流汇合处留下痕迹)、翘曲(冷却不均导致产品变形)、气泡(排气不良)和烧焦(注塑温度过高)。
上面这些缺陷看起来是注塑工艺的问题,但很多其实根子在模具设计上。比如缩水大概率是因为壁厚设计不均匀——厚的区域冷却慢、薄的先冷却,结果厚的地方收缩把表面扯凹进去了。模具设计阶段用模流分析软件(Moldflow)可以提前预测这些问题。
熔接痕尤其影响外观件——比如透明塑料杯上有一条若隐若现的线。这是两个浇口的塑料流在型腔里相遇时"没完全融合"留下的痕迹。解决方式要么改成单浇口(但可能填不满),要么提高模具温度让两股流相遇时还能融合。
飞边是新手最容易遇到的设计问题——产品边缘有一圈薄薄的"塑料膜",看着像没剪干净的指甲边缘。这个大多是因为合模力不够或者模具分型面有间隙。一副新模具第一次试模有轻微飞边是正常的——这说明模具间隙还可以再收紧,修一两次模就好了。
常见问题
注塑模具一般多少钱?
简单产品(单穴、无滑块)2-5万,中等复杂(多穴、有滑块)5-15万,精密复杂(多穴+滑块+热流道+镜面)15-50万以上。具体价格跟模具钢品牌、型腔数和表面处理要求密切相关。
注塑模具开一副要多久?
简单模具15-25天,中等复杂25-45天,复杂模具45-75天。加急可以压缩但费用上浮30-50%。
注塑模具和3D打印哪个划算?
数量少于500件→3D打印划算。500-5000件→硅胶模或简易模。5000件以上→注塑模具划算。注塑的单个成本最低可以到几毛钱,3D打印一个可能几十块。关键看数量。
注塑模具这个领域很深,但这篇入门的内容应该够你建立基本认知了。如果你要开第一副模具——别急着砍价,先花时间把产品图纸和模具方案吃透。磨刀不误砍柴工。
转给想了解制造业的朋友,说不定帮你省了一副废模具的钱。