模具斜顶是什么?倒扣脱模的关键机构设计详解
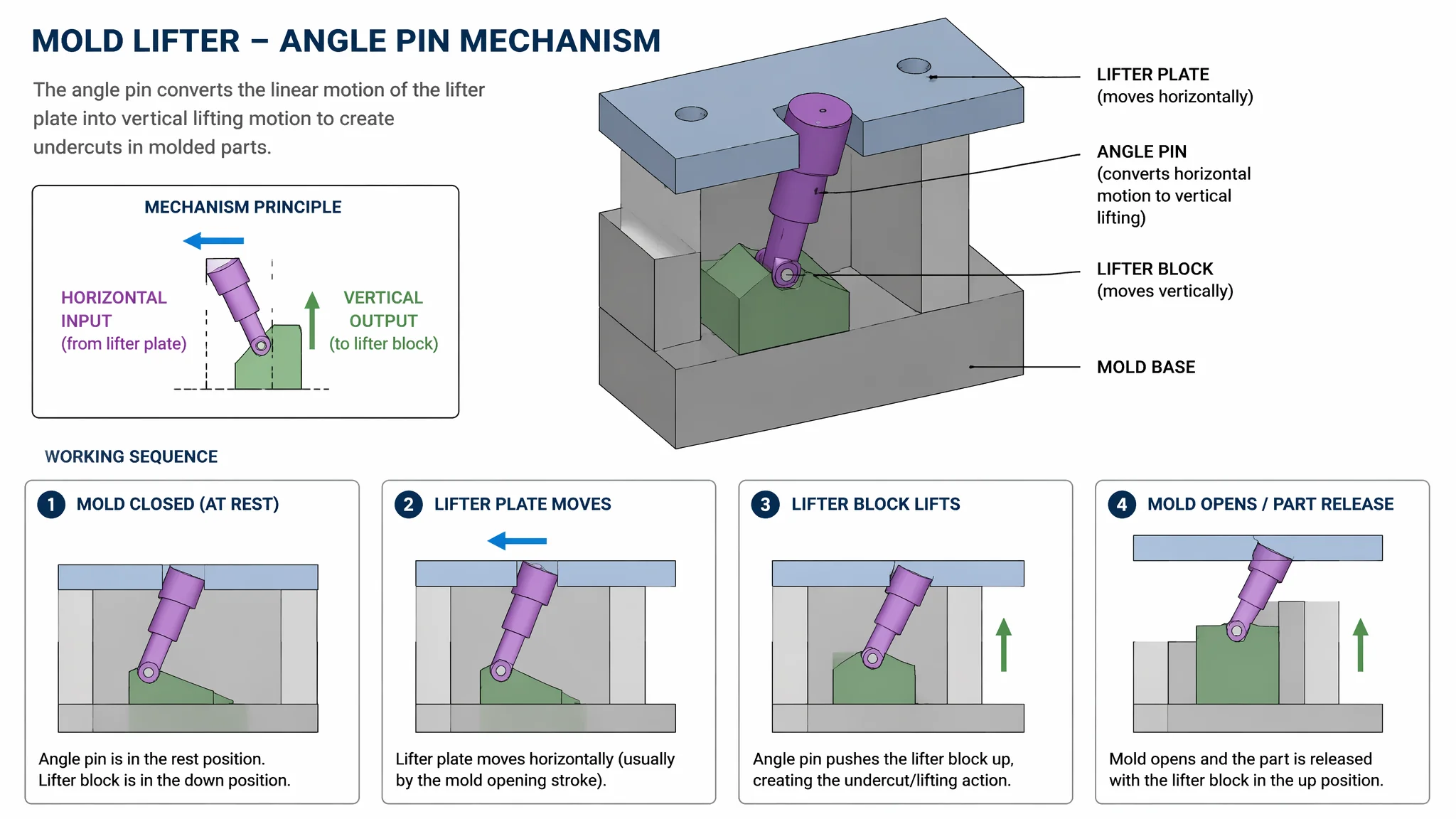
简单说:斜顶(也叫斜销)是在模具顶出时同时做斜向运动的机构——专门处理产品内部的倒扣。例如一个塑料盒子内壁上有卡扣——产品顶出来的时候卡扣会勾住型芯出不来。斜顶的作用就是在顶出的过程中顺着一个斜面往旁边滑——把卡扣位置让出来。斜顶角度一般6-15°,角度越大脱扣越快但斜顶越长越容易弯。
五年前我第一次独立设计斜顶的时候,信心满满地把图纸发给了模具车间。结果第二天老师傅打电话过来骂人——"你这斜顶角度搞了20度,杆子又细又长,试模三下就断了!"当时我脸都红了。后来跑到车间看着断成两截的斜顶杆,师傅给我讲了半小时原理,我才明白斜顶设计不是画根斜线那么简单。
斜顶和滑块都是解决倒扣的机构——但分工不同。滑块处理外侧倒扣(从模具侧面水平或倾斜运动),斜顶处理内侧倒扣(在模具内部斜向运动)。模具结构中斜顶的设计难度仅次于滑块——因为它的运动是"顶出加侧移"的复合运动。Taoxiaopu见过太多新手设计师在斜顶上翻车——要么断了、要么卡死、要么产品拉变形。要搞懂斜顶,得先把几个核心参数掰开揉碎。
模具倒扣机构的完整体系可以参考模具结构入门,里面把滑块和斜顶的分工讲得很细。另外关于模具结构图解也能帮你直观理解斜顶在模具内部的位置和作用。
斜顶设计的关键参数和避坑要点
斜顶设计的三个关键参数:斜顶角度一般6-15°(角度越大倒扣脱出越快但斜顶杆越长越容易弯曲折断)。斜顶的最小截面不能太小——宽度至少是倒扣深度的2倍以上否则强度不够会断。斜顶的滑动配合面必须做润滑和耐磨处理——斜顶跟模具之间有滑动摩擦,没有润滑会卡死烧黑。
斜顶角度怎么定?倒扣深度说了算。假设倒扣深度2mm——如果选10度角,斜顶需要滑开约11.5mm的距离(三角函数:2÷tan10°),斜顶杆长度至少要比这个滑移距离长3-4倍才不至于在顶出过程中脱出导滑槽。很多人就栽在这里——角度选太大了,杆太长太细,顶出时斜顶杆像面条一样弯了。
还有个被忽视的点:斜顶的"T形头"设计。斜顶头部和产品接触的部分不能做成尖角——尖角会在产品内壁上留下划痕。正确做法是头部做R角过渡,而且R角半径至少0.5mm以上。头部材料最好做氮化处理增加表面硬度——HRC55以上才扛得住反复摩擦。具体的热处理工艺可以参考ASM International的材料热处理标准。
斜顶底部的滑动座设计也容易被忽略。斜顶杆底部不是直接装在顶针板上的——是通过一个可以滑动的斜顶座(也叫斜顶滑脚)来连接。顶针板垂直上升,斜顶座在水平方向滑动——这个滑动副的配合精度决定了斜顶运动的顺畅程度。间隙太大斜顶晃、间隙太小卡死。一般H7/g6的配合精度就够了,定期涂抹二硫化钼润滑脂是标准做法。更多模具设计基础可以看模具设计入门指南。
斜顶的常见故障和解决方案
斜顶断掉是模具车间最常见的"急诊"——师傅半夜接到电话"斜顶断了,产线停了"就得赶回去修。斜顶断裂有三种典型原因:角度太大导致弯矩过大(减角度到10度以内)、截面太细强度不够(加粗到倒扣深度的2.5倍以上)、材料选择不对(用SKD61或8407热作工具钢替代普通45钢)。
斜顶烧死(卡死)则是另一个老大难。原因是润滑不足或者配合间隙太小。超高速注塑循环(比如矿泉水瓶盖3秒一模)时斜顶的滑动速度非常快——发热量惊人。这时候普通的润滑脂扛不住——得上耐高温的二硫化钨干膜涂层。工业领域的耐磨涂层技术可以参考Oerlikon Balzers的PVD涂层方案。
Taoxiaopu建议所有斜顶设计完都做一个运动模拟——在UG或SolidWorks里把顶出过程仿真一遍,检查斜顶在运动过程中会不会跟其他零件干涉。这个检查花半小时,能省下试模时断斜顶的一整天。相关的运动仿真教程可以看模具设计软件介绍。
常见问题
斜顶和滑块的界限在哪里?什么时候用斜顶不用滑块?
看倒扣方向:倒扣面朝模具外侧——用滑块(从侧面抽芯);倒扣面朝模具内侧——用斜顶(从内部斜向让位)。简单说就是——从外面能碰到倒扣就用滑块,只能从里面处理的就用斜顶。还有一种情况是产品结构限制——侧边没有空间走滑块的,只能用斜顶从内部解决。
斜顶可以做到多大的倒扣深度?
理论上可以做到15-20mm的倒扣深度,但斜顶杆会很长很细——容易断。实际生产中超过8mm的倒扣就不建议用斜顶了——考虑用内滑块或者二次顶出结构替代。倒扣深度超过10mm的时候斜顶方案往往不如分段脱模来得可靠。
斜顶用什么材料最耐用?
斜顶头部建议用SKD61(日本标准,对应美标H13)热作工具钢+氮化处理,杆部可以做SKD61一体也可以做镶件式(45钢杆身+SKD61头部焊接)。氮化层深度0.05-0.1mm,表面硬度做到HV900以上。头部镀钛(TiN)涂层能进一步提升耐磨性2-3倍。
斜顶不装润滑行不行?
低产量(十万件以内)短时间不润滑问题不大。但量产模具(五十万件以上)不润滑一定是找死。斜顶和导滑槽之间的干摩擦会在几百模内就产生严重磨损——先是啸叫(金属摩擦的尖叫声),然后是表面拉伤发黑,最后直接卡死。二硫化钼高温润滑脂每班检查一次是标准操作。
斜顶这东西,原理不算复杂但细节害死人。很多设计师在电脑上画得漂漂亮亮,到了车间试模才发现问题一大堆。Taoxiaopu的建议是——设计完找车间老师傅过一遍,他们眼睛比你毒十倍。
觉得有用就转发给还在为斜顶断裂头疼的模具兄弟吧。