模具隔热板是什么?注塑模具控温的隐形功臣
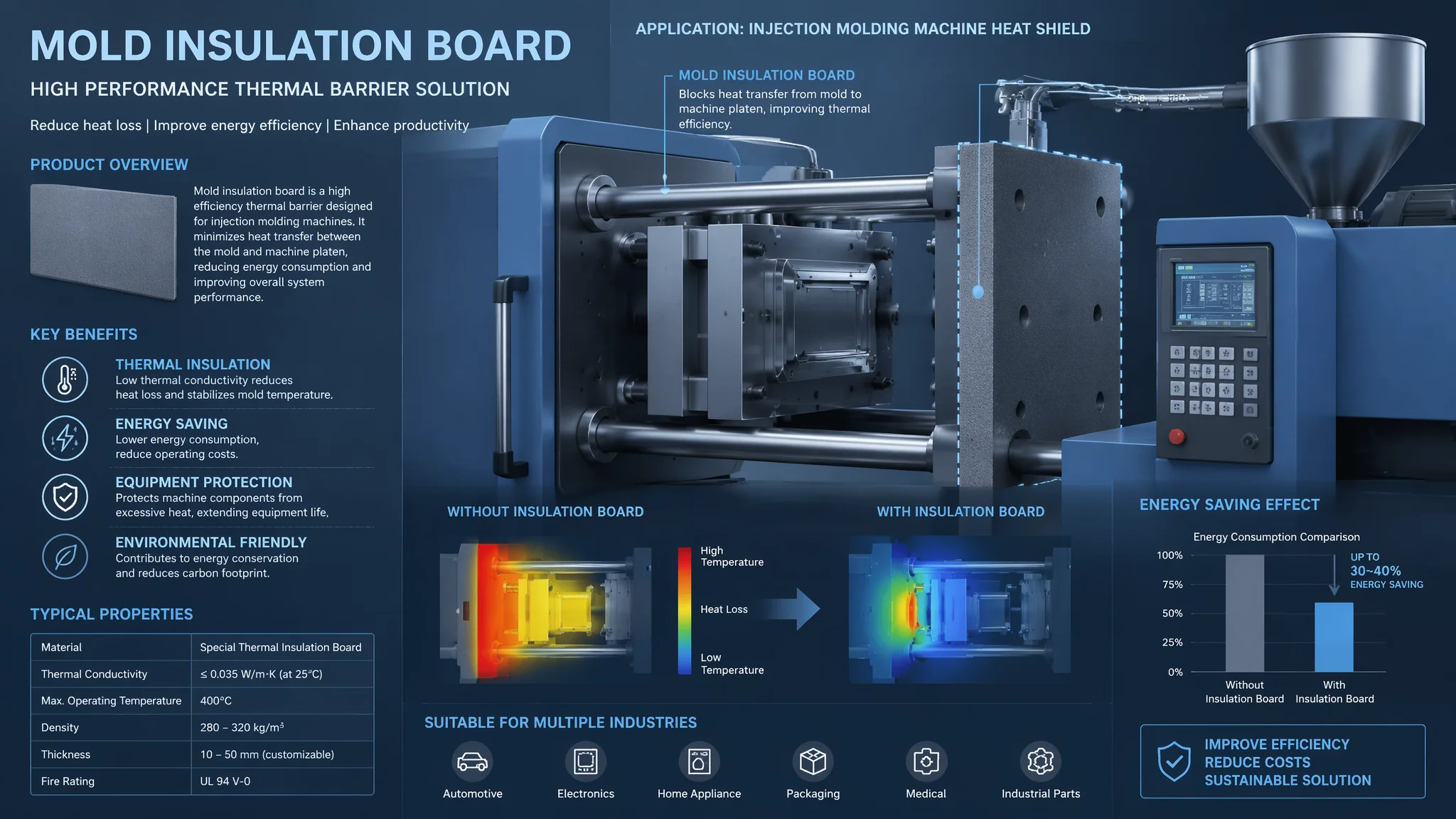
简单说:模具隔热板是夹在模具背板和注塑机固定模板之间的一层高性能隔热材料——它的作用是阻止模具的热量通过热传导跑进注塑机的大铁块里白白散掉。装上隔热板后模具的升温速度可以提升百分之三十到五十、模具加热能耗降低百分之十五到二十五、模腔各区域温度一致性改善后产品缩水和变形比例也会下降。作用原理非常朴实——给模具穿了一件"保暖棉袄"不让热量往外乱跑。
2018年冬天我遇到一个让人困惑的质量问题。工厂做的一款聚碳酸酯(PC)透明灯罩模具——白天生产的产品缩水合格、透明度也不错,到了夜班生产的产品却出现了明显的表面缩坑和流纹。相同模具、相同注塑机、相同工艺参数——白天和夜晚的质量波动非常夸张。调查了一圈发现真正的元凶不是机器也不是工艺——是夜晚车间的温度比白天低了将近15摄氏度,模具背面的注塑机模板在夜里就是个冰冷的巨型散热器,把模具热量不断吸走导致模温波动比你想象中大得多。
这个问题的解决方案出奇简单却又极其高效——在模具和注塑机模板之间各加一块隔热板。加完之后夜班生产的稳定性立刻提升了,产品缩水问题大幅缓解,而且模具从冷态升到工作温度的预热时间也从原来的四十分钟缩短到了不到半小时。投入成本只要几百块钱。
大多数做注塑的人每天都在关注模温机、关注冷却水流量、关注熔体温度——但在"模具热量流失"这个问题上,很多人的认知是空白的。你的模具在200摄氏度的工作温度下紧贴着注塑机那块几十吨重的钢铁模板——模板连着整个注塑机的机身,整台机器变成了一个巨大的散热器在不停地把模具的热量吸走。这是一个纯粹的热力学问题——热量永远从高温物体传导至低温物体。只要模具和模板之间存在温差,热量就会通过热传导不可逆地流失。隔热板在这个系统里充当的角色就是那个"切断热传导路径"的阻断层。
之前写过模具钢材型号速查和模具材料总览,隔热板也属于模具材料体系的一个特别组成部分——虽然它不是模具的结构受力件而是功能附件,但在热管理上扮演着跟钢材同等重要的角色。
隔热板的材料类型
模具隔热板主要有两种材料路径。一种是玻纤增强树脂基板——耐温范围200到250摄氏度,导热系数约0.2到0.3瓦每米每开尔文,是最常见的注塑模具隔热板材料。它的优势是价格便宜、加工方便——可以像锯木板一样用普通木工锯片切割和钻孔,一个几百块钱的板子在安装之后能耗回报率极高。另一种是陶瓷纤维板——耐温范围500到1000摄氏度,导热系数低到0.1到0.15瓦每米每开尔文,隔热效果更好但同时价格贵得多,主要用于压铸模具和超高温注塑(如PEEK等特种工程塑料)场景。
有一个对比能让你直观地理解隔热板的作用有多大。模具钢(如P20或H13)的导热系数大约是30到50瓦每米每开尔文——热传导非常快,这就是为什么模具的热量能迅速传导到模板上去。隔热板材料的导热系数只有它的百分之一左右——同样厚度的材料,热量通过隔热板的速率比通过钢材慢了近一百倍。在模具工作面上积累的热量因此被"关"在了模具内部——温度更容易维持、预热时间缩短、加热功率需求降低。
安装细节决定成败——隔热板的两个安装位置分别是模具定模侧的背板和注塑机固定模板之间、以及动模侧的背板和注塑机移动模板之间。很多人为了省事只装定模侧一块——效果大概只有完整安装的一半。另外隔热板不能直接用普通内六角螺丝暴力锁紧——玻纤树脂板的抗压强度有限,螺丝头下面如果不加金属衬套让紧压力通过金属套传递的话,螺丝拧紧到一定扭矩后隔热板会被螺丝帽压碎。正确姿势是在隔热板上预埋钢衬套——让螺丝力走钢套而不压坏隔热板本身。
装完隔热板之后别忘了重新校准合模力和顶出行程——因为两块隔热板加起来增加了模具的总厚度,如果不重新调整的话合模力数值就不准了,可能过紧或过松,影响产品质量和设备安全。
根据Plastics Technology杂志发布的行业实测数据,安装模具隔热板之后注塑机在模具加热环节的平均能耗降低幅度在百分之十五到二十五之间——对于每天二十四小时不间断生产的热流道模具来说,一年省下来的电费就足以购买好几套隔热板了。在经济账上隔热板几乎是不败的投资。
常见问题
模具隔热板一般多少钱一块?
按尺寸和厚度报价。常见的规格——200乘200乘10毫米的板子大约100到300元一块;中型模具用的500乘500毫米规格大约500到1500元一块。大面积定制尺寸按平方米计价。对大多数中小注塑模具来说,两块隔热板的采购成本在几百到一千出头——相对于一套模具数万元的造价和数月的电费来说,属于性价比极高的功能性附加件。
装了隔热板会影响模具的装配精度吗?
不会影响模具本身的装配精度。标准隔热板出厂时的厚度公差控制在±0.05毫米以内——这个量级对模具的总装精度影响在工程上可以忽略不计。但安装之后务必重新校调和确认三个参数:合模力的设定值、模具低压保护触发点的位置以及顶出油缸的行程。因为模具总厚度增加了可能使原有设定值不再适用。做完校准之后就可以正常生产了。
是不是每套注塑模具都要装隔热板?
不是绝对的。模具工作温度高于80摄氏度且采用热流道或恒温模温机生产的——建议安装,因为温差大导致的热量流失确实显著。模具在50摄氏度以下低温生产且用冷流道、模温不是质量关键因素的——装了之后的收益不大,可以不装。另外一个建议场景是:如果你的模具在生产中经常出现流胶凝固过快、表面浅层缩水或者模温对湿度波动非常敏感——装上隔热板作为低成本的排查手段来试试通常不会白花钱。
模具隔热板是典型的"小东西大回报"——一次投入几百块,每年在电费和良品率上持续给你返还。它不需要任何维护、不需要电、不会损坏——就静静地夹在模具和机器之间持续拦截热量外逃。做注塑的人如果到现在还没给模具装隔热板,建议下一套模具开始就加上——你会在省电和产品质量稳定性两个方面同时获得惊喜。
在Taoxiaopu评估过的多个模具优化案例中,隔热板是投入产出比最高的单项改造措施之一——排名跟热流道切换和模温机精度提升在同一梯队。
如果你有做注塑生产或模具维护的朋友——把这篇转给他,让他花几百块就给模具穿一件"保暖衣",电费账单会替他感谢你。